papel glassine blanco
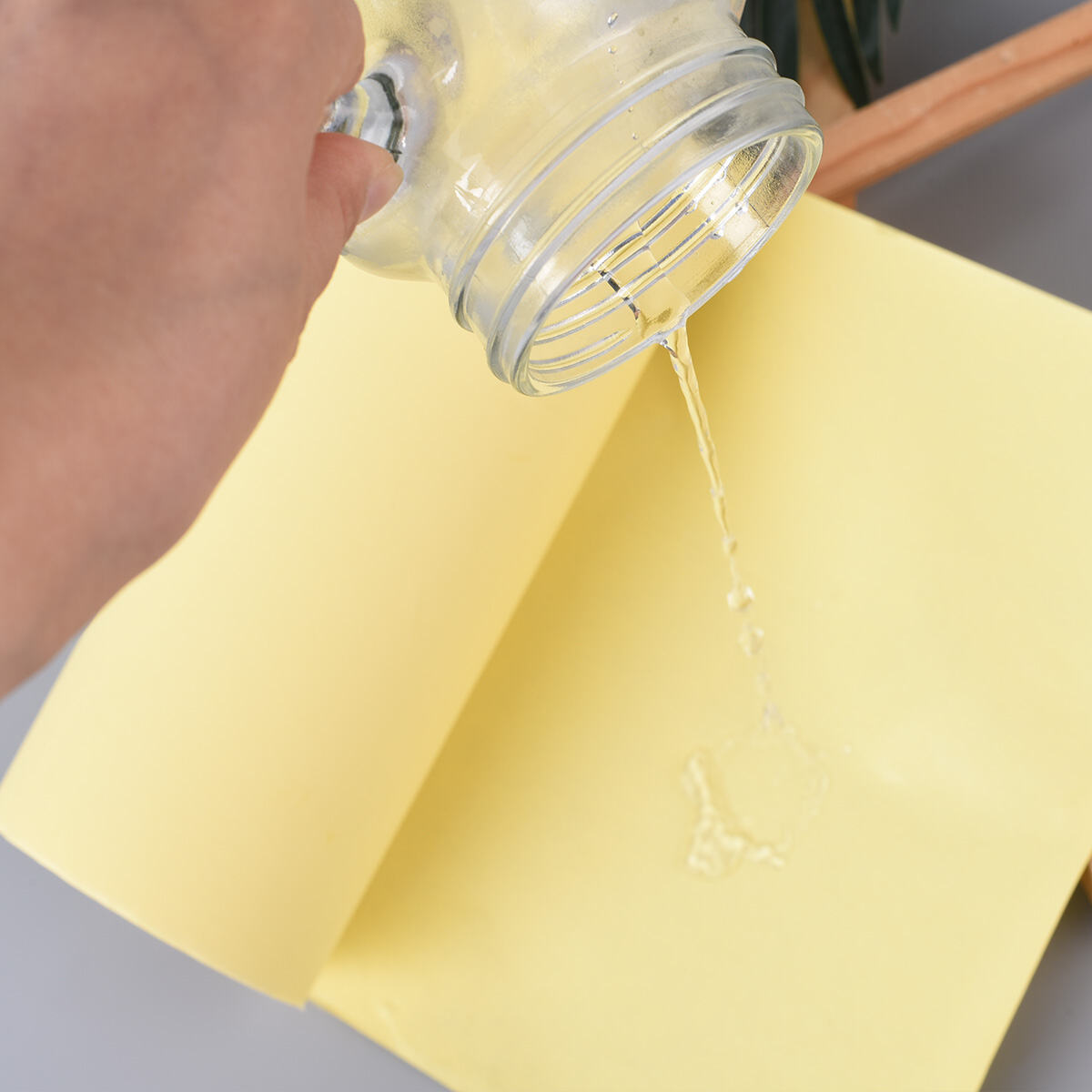
El papel vegetal blanco representa un material translúcido de grado premium que combina una claridad excepcional con notables propiedades barrera. Este papel especializado pasa por un proceso intensivo de fabricación denominado encamisado, en el cual las fibras del papel se comprimen bajo alta presión y calor para crear una superficie lisa y densa. El resultado es un papel vegetal blanco que ofrece una resistencia superior a las grasas, protección contra la humedad y transparencia óptica, manteniendo al mismo tiempo excelentes características de impresión. El proceso de fabricación comienza con pulpa de madera de alta calidad que se refina y blanquea para lograr su característico color blanco. Durante la producción, el papel pasa por rodillos de acero calentados que comprimen las fibras en una formación compacta, eliminando los bolsillos de aire y creando las propiedades translúcidas características. Este tratamiento mecánico otorga al papel vegetal blanco su combinación única de resistencia y flexibilidad. Las características tecnológicas del papel vegetal blanco incluyen una retención excepcional de resistencia en húmedo, una excelente durabilidad al plegado y un rendimiento barrera superior frente a aceites y grasas. Su acabado superficial liso permite impresiones de alta calidad con reproducción nítida de imágenes y saturación cromática vibrante. El papel presenta una estabilidad dimensional notable bajo condiciones variables de humedad, lo que lo hace ideal para aplicaciones de precisión. El papel vegetal blanco tiene un uso extenso en múltiples industrias debido a sus propiedades versátiles. En el envasado de alimentos, sirve como forro excelente para productos horneados, artículos de confitería y alimentos procesados, donde la resistencia a las grasas es crucial. La industria farmacéutica utiliza el papel vegetal blanco para el envasado de tabletas, envoltura de dispositivos médicos y aplicaciones de barrera estéril. Los profesionales de las artes gráficas confían en este material para intercalar fotografías valiosas, proteger obras de arte y crear materiales de presentación de alta gama. Además, el papel vegetal blanco desempeña un papel fundamental en aplicaciones industriales, incluyendo revestimientos de liberación para productos adhesivos, envoltorios protectores para componentes electrónicos y ventanas especiales para sobres, donde son requisitos esenciales la transparencia y la durabilidad.