Applications polyvalentes et efficacité manufacturière
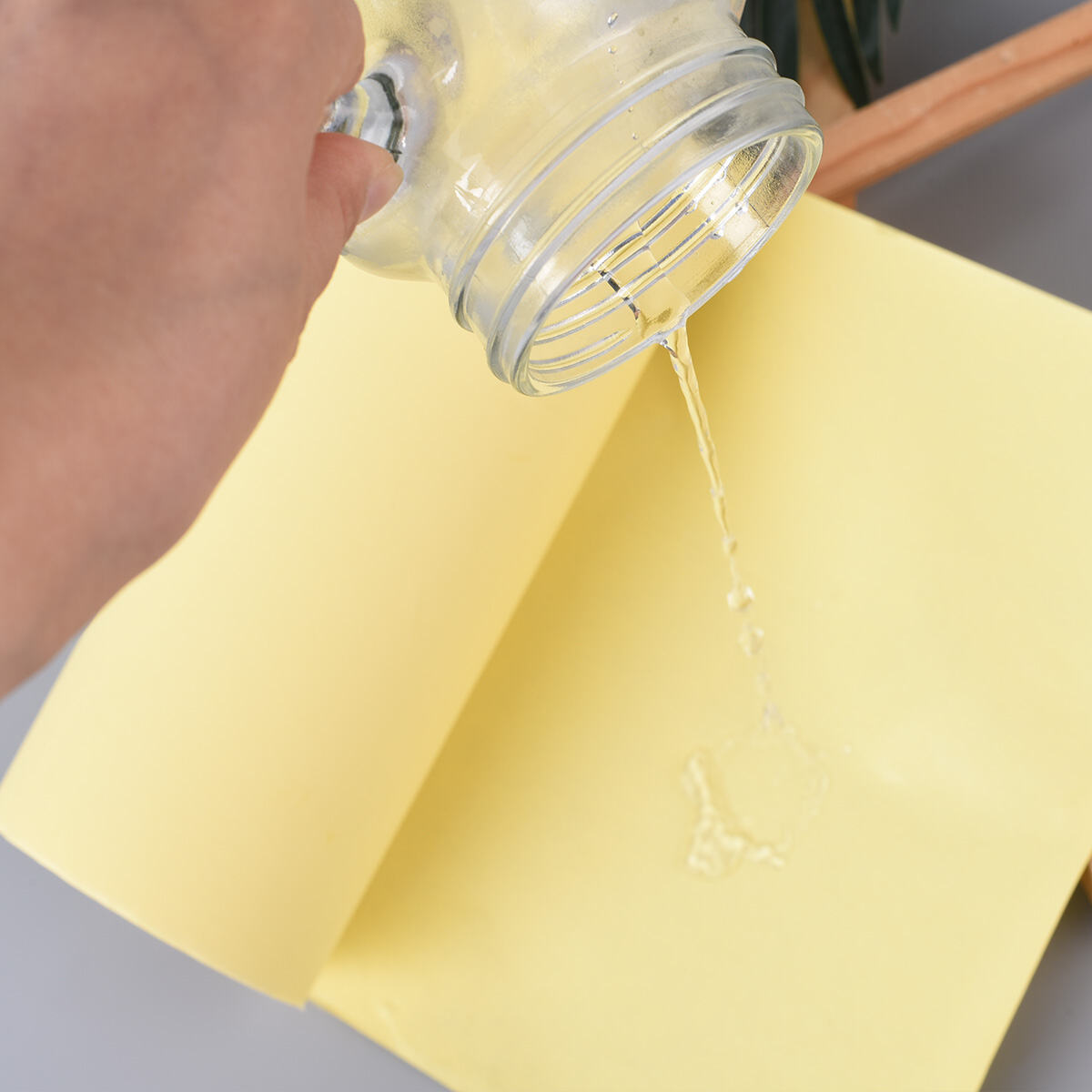
Le papier glassine recyclable démontre une polyvalence remarquable dans de nombreux secteurs industriels, s'adaptant parfaitement à des besoins d'emballage variés tout en maintenant des normes de performance constantes. Dans l'industrie alimentaire, ses applications vont de l’emballage de bonbons et de produits de boulangerie à celui des aliments surgelés, où la résistance à l’humidité et la transparence du matériau s’avèrent précieuses. Les entreprises pharmaceutiques utilisent le papier glassine recyclable pour des emballages stériles nécessitant à la fois une protection barrière et la possibilité d’inspection visuelle. La compatibilité du matériau avec diverses méthodes de stérilisation, notamment par rayonnement gamma, par oxyde d’éthylène et par vapeur, le rend adapté à l’emballage de dispositifs médicaux. Dans la fabrication électronique, le papier glassine recyclable est utilisé pour des solutions d’emballage antistatiques protégeant les composants sensibles pendant le stockage et le transport. Les industries automobiles intègrent ce matériau pour protéger les pièces de précision et les composants contre la contamination environnementale durant les processus d’assemblage. Dans le domaine de l’édition, il est utilisé pour les fenêtres d’enveloppes, les feuilles intercalaires destinées aux photographies et les couvertures protectrices pour documents nécessitant une conservation à long terme. L’efficacité de la production s’améliore significativement lors du traitement du papier glassine recyclable grâce à ses caractéristiques de qualité constantes et à sa performance fiable. Les chaînes de production fonctionnent plus efficacement, avec moins d’arrêts pour changement de matière ou ajustements liés à la qualité. L’excellente usinabilité du matériau permet un traitement à grande vitesse sur des équipements d’emballage standards, sans nécessiter de modifications spéciales. Les opérations d’impression bénéficient de la bonne adhérence de l’encre et des caractéristiques de surface homogènes, garantissant une reproduction graphique de haute qualité. Les procédés de transformation tels que la coupe, le pliage et le scellage sont réalisés de manière fiable, grâce au comportement prévisible du matériau sous contrainte mécanique. Les procédures de contrôle qualité sont simplifiées, car le papier glassine recyclable conserve des propriétés uniformes tout au long des cycles de production, réduisant ainsi les taux de rejet et les pertes. Les besoins de stockage restent minimes par rapport aux alternatives synthétiques, qui exigent des environnements climatisés et des procédures de manipulation spécifiques. La stabilité du matériau dans différentes conditions environnementales réduit la complexité de la gestion des stocks et les coûts associés. L’intégration dans la chaîne logistique devient transparente grâce à la compatibilité du matériau avec les infrastructures et processus d’emballage existants.