recyclable glassine paper
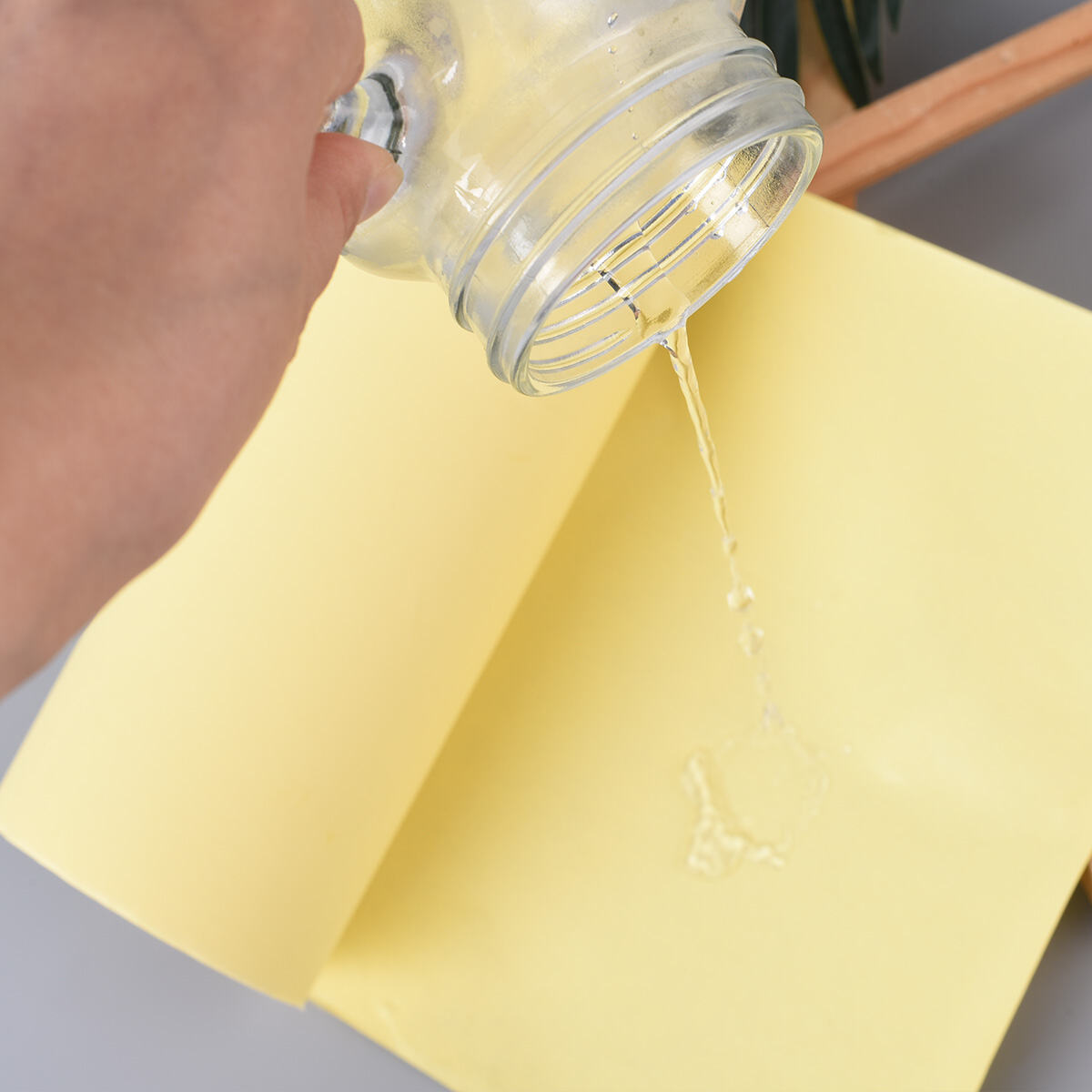
Recyclable glassine paper represents a breakthrough in sustainable packaging technology, combining traditional glassine paper properties with enhanced environmental responsibility. This specialized material undergoes a unique manufacturing process that transforms base paper through supercalendering, creating a smooth, dense surface with exceptional barrier properties. The recyclable glassine paper maintains the characteristic translucent appearance of conventional glassine while ensuring complete recyclability within standard paper waste streams. Its technological foundation relies on mechanical treatment rather than chemical coating, making it inherently more sustainable than plastic-laminated alternatives. The paper exhibits remarkable grease resistance, moisture barrier capabilities, and heat-sealable properties that make it invaluable across multiple industries. Manufacturing processes for recyclable glassine paper involve controlled pressure and temperature applications that compress cellulose fibers into a uniform, tight structure. This mechanical densification creates microscopic pores that provide selective permeability while maintaining structural integrity. The material demonstrates excellent printability, allowing for high-quality graphics and text reproduction without compromising its barrier functions. Temperature resistance ranges from -40°C to 230°C, enabling diverse application scenarios from frozen food packaging to high-temperature industrial uses. The recyclable glassine paper features consistent thickness uniformity, typically ranging from 30 to 80 gsm, with customizable opacity levels to meet specific packaging requirements. Surface smoothness measurements often exceed 200 ml/min Bendtsen, ensuring optimal performance in automated packaging equipment. Chemical composition remains free from synthetic polymers, wax coatings, or petroleum-based additives, guaranteeing genuine recyclability. Quality control standards encompass tensile strength, burst resistance, and fold endurance testing to ensure reliable performance across various applications. The material successfully combines traditional craftsmanship with modern sustainability demands, offering businesses a viable solution for reducing environmental impact without sacrificing functionality or aesthetic appeal.